How to 3D print Nylon reliably, cleanly and hassle-free.
 |
| A well-printed and robust dual-head Nylon mount (check it here). |
Nylon is flexible, slippery and incredibly tough when it is printed correctly.
For me, it is a cheap and very useful material to 3D print. It is my best choice whenever PLA is not possible, and the very reason I never use ABS (more about the materials in this post).
But the nice properties of Nylon are the ones that precisely make it difficult to print ! By the way, Nylon also produces toxic fumes when heated, just like ABS, so it better be used in well-ventilated rooms.
I tried many known and unknown techniques to print reliably, and it is time I share my experience because I am happy with what I found. Read on for more!
Temperature and speed
Nylon does not print correctly with settings that work with PLA. Cooling is not compulsory either, actually it probably does not help at all. Indeed: while this material fuses at higher temperatures, it also cools down much quicker. It does sound fine, but it has a major negative impact on the overall sturdiness of the object: as you still want layers to stick to each other!
So even more than with other material, the faster you print Nylon, the higher the temperature you need. The symptom is that Nylon still flows correctly, but it does not have enough time to bond to the previously deposited material. The layers then cracks open as soon as you bend the object (see more below about delamination).
 |
| Low cost trimmer line: using a brim, glued bed, 230°C, 30mm/s, 0.2mm layers. |
For rock solid prints, I tend to use 238° at 50 mm/s maximum (with my trimmer line). But I can print at only ~225° if I reduce speed to about 25 mm/s whatever the layer thickness (0.20 mm is fine). This is useful for very small and detailed objects because Nylon is then more viscous than liquid and is very cleanly deposited, usually with no stringing at "low" temperatures.
Nylon sometimes warps a lot!
According to the nature of the Nylon filament you are printing, the layers may shrink significantly when they cool down. And since Nylon is very flexible (not really elastic), it drags the former layer inwards, which in turn warps the whole object up, until the part pops off the bed.Warping is easy to see on the corners and it depends a lot on the object geometry. The hardest part to deal with are corners in overhang. One trick is to add extra outer structures to "drag" them back, that are removed afterwards. Another one is to assist the print and "flatten" the corners with a long strip of thick and cold aluminum on each pass, which is tiring but does work well.
 |
| See how Nylon warped a bit and pulled the useful raft on the corner? |
But still, a Nylon brim will not stick to a regular bed... we will address this further below.
Dry Nylon filament (as steam makes bubbles!)
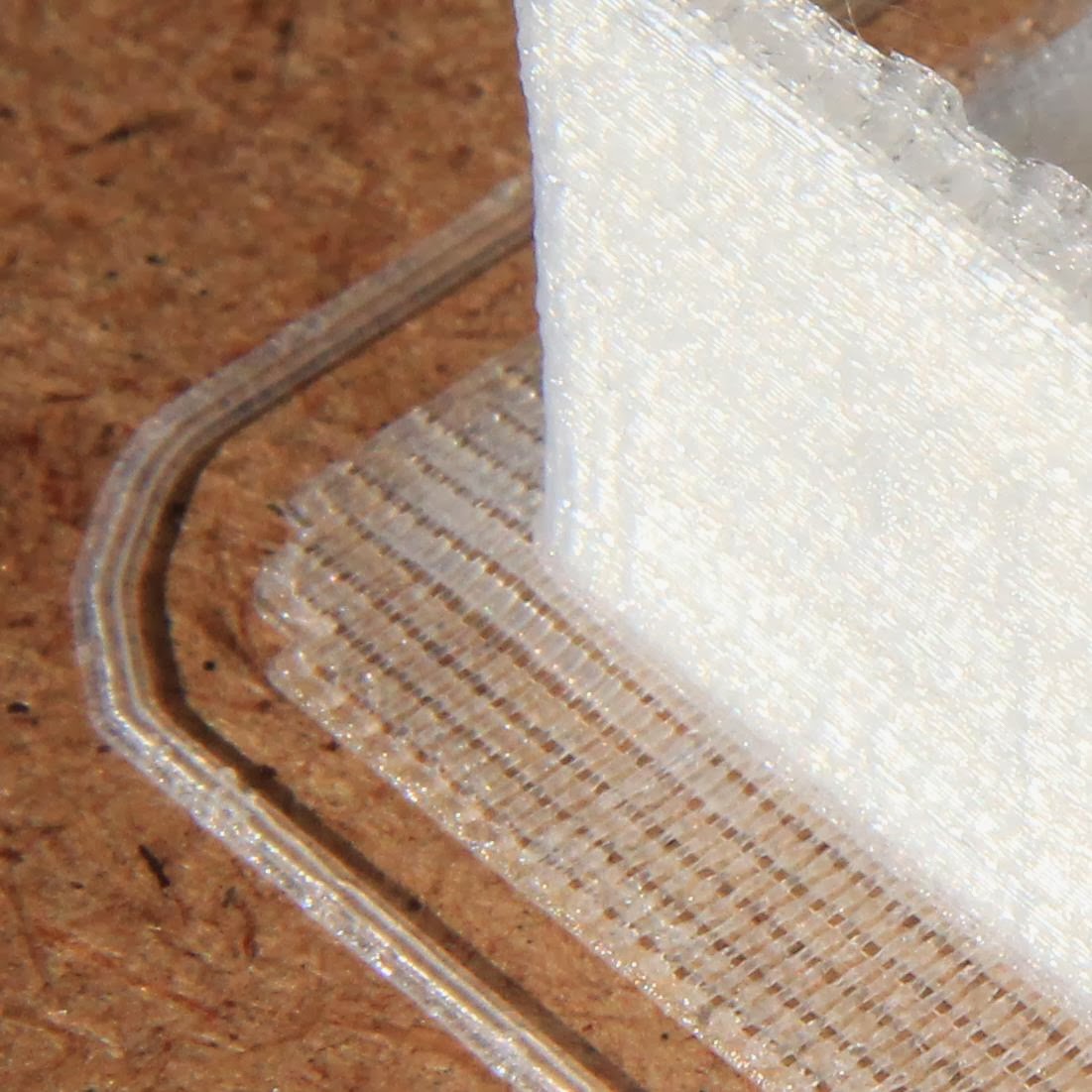
Nylon does like moisture, and moisture converts to steam when heated in a 3D printer nozzle for sure. It can be heard at the end of my video of a 10-year old trimmer line being printed, or with the one below : hissing and bubbling.Too much moisture in the Nylon filament creates a lot of bubble and a frosted-like surface that does not look like the slick one in the top image of this post. Just leaving the roll on a rainy day for a few hours is enough for it to absorb a lot of nasty ambient moisture!
Close up: moisture in Nylon results in exploding tiny bubbles at the nozzle,
but they reciprocally also improve the bonding with the following layer !
(still, here, there is too much moisture left and the result looks very rough)
There are different solutions to dry a Nylon roll, but I stopped using my kitchen oven. It may work well for an entire day at about 100°C, but I cannot stand more than half an hour as it sucks so much energy, and heated Nylon is certainly not a good idea for a cake!
Actually, just wait for a sunny day and store your spool in a transparent sealed plastic box with moisture absorbent stuff (eg. the silica gel that is found with many electronic appliances or photo gear). Place a black surface at the bottom of the box to heat it further, and expose the closed box to the sun for a day. As for me it works very well, for free, and it does not dry the spool too much. But you must keep the plastique box itself in a warm environment else the ambient air temperature fights back (see my funny high-tech zero-carbon footprint box that I now use!).
If you do not have enough sun at your place, you can always put your filament in a cardboard box heated by a gentle air drier, or a lightbulb (in the comments, Ricardo got very nice results with a 100 watt bulb for 17 hours -- ouch!).
 |
| Drying Nylon: in a closed box under the sun for a day with silica gel and a black layer of neoprene to absorb heat. It really was enough for me and this big spool of trimmer line, which I then kept in a sealed bag (with the silica gel) |
Update: I found a beautiful solution to prevent the filament from getting moisture back as soon as you take it out of the box, which may happen even during printing. The thing is not to take it out of the box, obviously!
 |
| This is quite smart to let you print Nylon directly from a drybox. Luke Brane's instructable gives lots of information with respect to Nylon. I like the roller bearing and bowden tube to bring the filament to the feeder. |
Still, keep some moisture to fight off delamination
Now, this is an interesting finding: it may not be so well to dry the Nylon too much. People keep telling that Nylon should be kept totally free of moisture to print well, but I am not sure I completely agree and I explain why here.Some people may like it but when Nylon contains moisture you get a frosted look in place of a slick surface. But this is frivolous especially when Nylon is mostly used for strain-resistant mechanical parts.
More importantly is how sturdy is the printed part.
Just try it: print some Nylon fast, eg. at over 70mm/s and you will usually get an unusable print due to delamination, where the layers do not bond well to each other. See the box below? As far as I remember, it was printed with very well dried Taulman Nylon, at 50-60mm/s. You can see how brittle it gets, even before I removed the part from the bed! (Nb. ABS has the same drawback but to a lesser extent though).
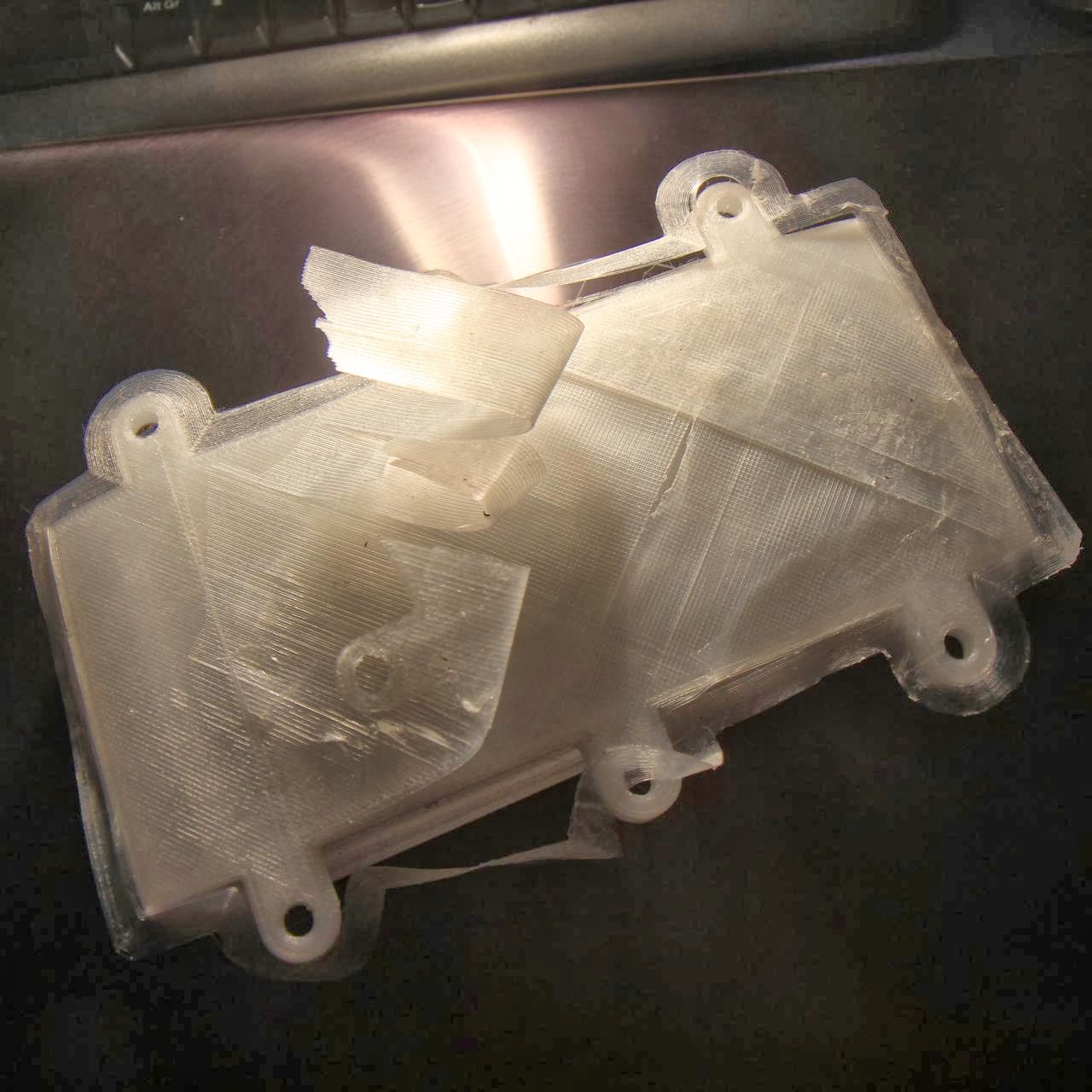 |
| Delaminated bottom of a box. Individual layers are OK but they did not stick well to the previous one. When Nylon is really dry, it needs to be printed much slower and with high temperatures, which is a nightmare for the smaller printed "islands"... I better have some moisture left: it improves bonding a lot, as the exploding steam bubbles add texture between the layers. |
So here is the interesting conclusion: I can print much faster and/or with lower temperatures
and still get a sturdier print when I let my filament keep some moisture! I dry my filament completely only when I want to avoid the rough surface, but I then have to print very slowly, or use thinner layers, or use higher temperatures, to let the heat fuse the deposited materiel properly with the existing previous layer.
Nylon printed parts keeps popping off my bed!
Now this is the most common and most annoying issue with Nylon. The usual tricks just fails systematically : higher bed or nozzle temperature, Kapton tape, painter tape, etc. No way.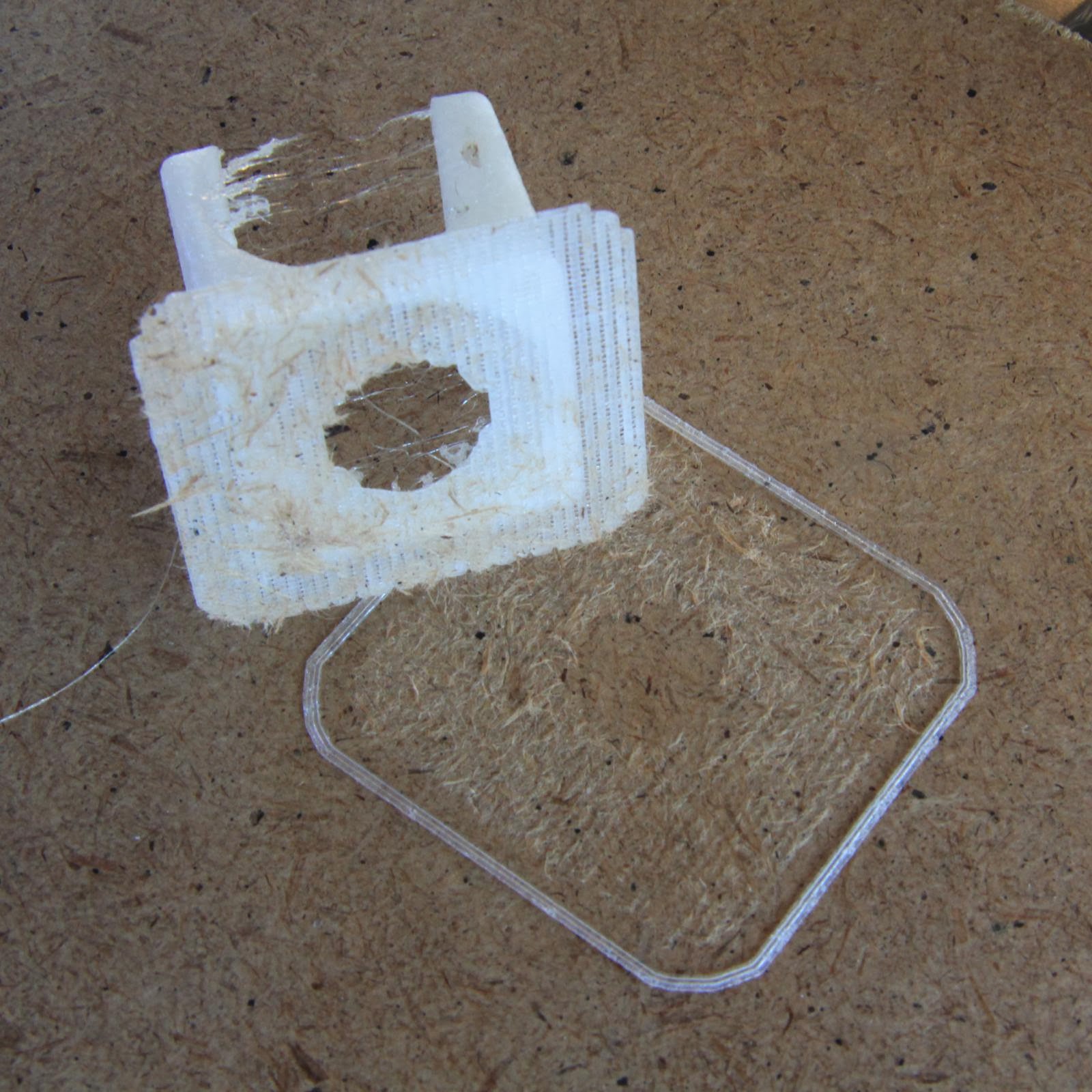 |
| Isorel/Masonite board, with a raft below the object It works somehow but it is ugly ! |
My first working support was Isorel (or Masonite, a kind of fiberwood that is typically found on the back of Ikea furniture).
Sure, Nylon bonds well with cellulose, so hard cardboard should work as well.
But I soon got tired of having to clean the resulting mess, because the fibers gets embedded within the first layers. It make quite a "dirty" look.
 |
| The removal of a raft can be really hard with Nylon ! |
Using a raft helps of course. Rafts are usually meant to compensate non-perfectly flat beds. Here it will get the dirt in place of the object.
But I did not like it in the end, because the raft bonds so well with the first "real" layer that it takes ages to remove it properly at the end. It obviously depends on the object, but as you can see on the picture on the right, a mesh is certainly not an easy one !
 |
| Phenolic (or Bakelite) prototyping board: it works, but it impacts negatively the bottom layer of course, and it may be hard to find at a proper size. |
Then, I tried perforated Bakelite or Phenolic prototype boards with better results.
But the bottom of you object will inherit the corresponding texture: it will not be flat and usually needs to be post-processed. Also, I did not have any PCB large enough in my stock for my printer bed, so I hardly was able to clamp it reliably on all sides to keep it very flat.
Also I had to swap my bed support all the time when switching from Nylon to another material. Actually, I even had to design my YAZA adjuster because it was really tiring to adjust the bed height or level with the default Ultimaker design.
Print Nylon on glass with no hassle: use solvent-free glue!
Finally, I heard about the "UHU stick" glue trick without thinking it would work so well.And it does work well: just draw on your regular glass bed with it, wait for it to dry and print. Note that I sanded my bed with a belt sander first to make it rough and increase surface contact at the microscopic scale.I usually keep my bed at around 50-60°C so it was the matter of a few dozen seconds for the glue to dry.
 |
| It works quite well, but it is not as convenient as liquid jigsaw puzzle glue. The left part was printed in nylon, and I kept the brim to use it as a swab. Pouring a little bit of water on the stick to dilute the glue. |
My stick was really old (~10 year old?! it even did not glue paper anymore), hence it was leaving ugly lumps on the bed, which impacted the bottom layers of the prints (as it made some reciprocal bumps).
But I realized that this kind of glue can be diluted in water (solvent-free!), so I used a piece of crumpled Kapton tape that I dipped in water, and finally the more convenient 3D-printed brush above, to wash out the lumps.
Then, I started looking for some newer stick, and I found another one which is really convenient: it is liquid and it is made for jigsaw puzzles. What makes it very convenient is that it has some sort of sponge on its head, which is very well suited to what we need here.
 |
| This is liquid solvent-free glue for jigsaw puzzles. It features a very convenient sponge-like head, which makes it so fast and easy to apply a thin layer of glue to print Nylon, but also PLA. They recommend to wash the head, but I never do it -- it just can be cleaned with water! |
Just apply some liquid glue again after a few prints and you are done -- no need to use it each the time: many more than one object can be printed before another thin layer of glue must be "painted" again on the glass.
And the best for the end: it also works very well with PLA (sometimes really TOO much and getting the part off the bed is really hard -- in which case I just print on my sanded glass bed with no glue). In any case I no more use kapton or any other kind of tape or technique whatever I print, nor swap my beds. Finally, this kind of glue is still soluble in water so I usually wash the bottom of my parts when done.
 |
| Printed Nylon with moisture left for a better bonding and a thin layer of solvent-free liquid glue on the glass bed. The bed is heated to about 50°C, just to let the glue dry faster. A large brim is used to counteract warping that would pop the parts off the bed (still, see the raising brim at the foot of the part). |
 |
| A nice Nylon handle for T-shank style jigsaw blade, printed on glass on its head with an average brim (see below). |
 |
| Another print of this convenient handle (it's getting popular around me!). It shows how efficient the liquid glue is. I used regular 3 mm trimming line, 238°C, average level of moisture left to ensure a solid bonding between layers. Cura plotted the parts simultaneously: shifting from one part to the other creates dirty strings (retraction was on). |