Is it worth to use a smaller nozzle on a 3D printer?
 |
| For sure, a smaller nozzle produces finer details, but how tricky and troublesome it can be ! |
True, you can/do get finer details... but once again, there are trade-offs. And as for me, I will still mostly use a larger nozzle for the reasons I explain below.
Smaller nozzle: the good
Indeed, a smaller nozzle gives smaller details. Even though a 0.4 mm nozzle can achieve a level of details finer than 0.4mm (as the head can be willingly partially blocked by the previous thread), a 0.3 mm nozzle produces visible improvements.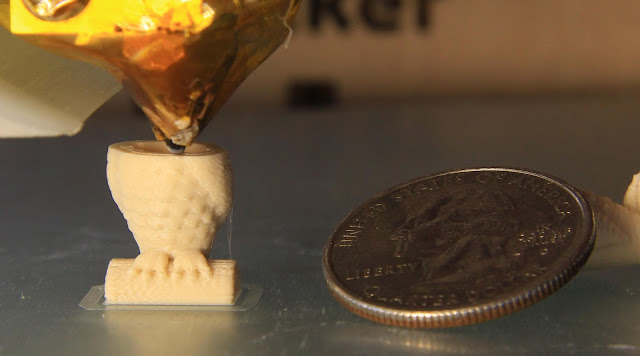 |
| cushwa's owl again: 0.3mm nozzle, 0.08mm layer height, low temperature 205°, and very low speed (40 mm/s). 30 min print time, but the claw nails are visible when a 0.5mm nozzle would blur them at this scale (11x10x22 mm). Nb: the filament is the excellent & Faberdashery "desert tan": not cheap but it performs very well and flows like cream. |
Details in the horizontal planes are better because the fused plastic is deposited as a pancake around the nozzle output. When the diameter is smaller, you get sharper corners for example. A 2mm nozzle would give rounded corners no matter how fine your X/Y step size is!
One of the best thing you get out of a smaller nozzle are better infills. The "hollow thin walls" are a big and common annoyance that result from slicing the 3D object. This annoying effect is significantly reduced because you are able to feed plastic into tinier holes, where a larger would have no choice but to leave an empty gap. It can be illustrated when you want to build a 70 cm thick wall with 30 cm thick bricks: either a space is left in between or your outer surfaces are offset (which is usually worse). Now, thinner bricks give more combination to reduce or equalize the missing space. This, in turns, means a much stronger print! As Kevin says in the comments below, the added details and resulting robustness is something that may prevent you from going back to larger nozzles.
Side note: my former nozzle was 0.4 mm but I measured it to be 0.5 mm so the difference is probably larger than what it should be. My many cleanups along the year probably enlarged it a bit, especially when I had to use a small piece of wire. Or may be dust in the filament grinds the hole progressively, which I would fully expect after a while.
 |
| A 0.3mm nozzle and 0.04mm layer thickness as compared to a 0.4mm nozzle (check this post). There is a visible improvement on the very slight slopes, and vertical detail in the eye pupil. The overall frog looks like a bit molten: check the "ugly" drawbacks below! |
 |
| A standard Bic ballpoint pen head looks so gross at this macro level! Zoom on the picture to better see the layers! |
Smaller nozzle: the bad - how slow!
3D printing with fuse-deposition modeling is already a slow process, but it takes ages when you are using a smaller nozzle! Printing the 22x12mm owl shown above took me more than half an hour, while trying to achieve the best quality.Horizontal planes are slow to fill: when you print a thin-walled hollow vase, it will not be much of a problem, but whenever a layer must be filled, like the bottoms and tops, or when you want structural solidity, then it will take much longer. Just like if you are using a smaller pen tip to fill a square with stacked lines.
 |
| I used a raft because I wanted no risks with the frog legs: filling 0.04 mm layers with a 0.3mm nozzle is so slow! |
However the drastic negative impact is that the maximum layer height also is commanded by the nozzle diameter. Asking for a vertical thickness that is more than 80% of the nozzle diameter is troublesome, as the deposited fused filament will not stick enough to the previous layer. You need it to be squashed a bit in the previous layer so that your part does not delaminate in the end.
With my new 0.3mm nozzle, asking for 0.2mm layer height still was raising lots of issues as we will see. The slightest under-extrusion gave me holes in the printed object, so I had to use less than 0.18 mm layer thickness to achieve a proper and steady output. The first layer becomes problematic then because it really must stick to the bed (a heated bed improves things a lot, even for PLA).
Let us consider a quite small object that would be 40mm tall, where a complete layer is laid down in "only" 10 seconds (smaller values usually would not give enough time too cool down before the next layer is added). A thickness of 0.15 mm layer leads to 266 layers, where an object made with a 0.4mm and 0.25mm layers need 160 layers only. This gives print times of 44 minutes in place of of 27 minutes. And if you consider that the failed prints occurs much more often with smaller heads, the time to print an object is considerably longer than with a more reliable 0.4mm+ nozzle.
Smaller nozzle: the ugly - how tricky and unreliable!
There is no margin left for approximate settings! Particles or dirt in the filament causes havoc (eg. laywoo). Same issues with filament which diameter is not constant (ie. average to bad filaments). Temperatures are tricky to set and depend on other factors.
Besides the purity of the filament (the smallest hard dust will cloggle the nozzle), I think that everything boils down to the smaller plastic throughput:
- the nozzle is small so less plastic is flowing through
- you need to ask for thinner layers so you get even less plastic throughput
- and of course you want a high definition in the first place so you print slowly
 |
| Depositing so small fused plastic in low speed also transfers a lot of heat from the nozzle to the layers, which probably offsets the setup temperature. It produces here an overall "molten" look. |
Trying to use low temperatures for better prints as usual make it more likely that the smallest dust particle or impurity in the filament will under-extrude plastic for a while. If your nozzle is not completely clean, it sometimes spits a large and ugly molten bubble on the layer when it resumes. These two effects are immediately visible and vastly impact the quality of the object.
I tried to increase the print speed to avoid such issues with temperature. But now, it gets extremely dependent of the hardware quality and reliability of the printer in addition to the software setup. And reliability is not what 3D printers are known for, yet! Faster movement always induces more mechanical noise, due to higher inertia and belt sloppiness for example, to the point that it ruins the purpose of having a smaller nozzle to achieve a higher quality in the first place!
So is it worth to use very small nozzle diameters?
Simply stated and in my humble opinion, I would say no. Switching to a smaller nozzle is usually for achieving better quality. High quality still may be reached with a larger nozzle. With smaller one, you need a lot of time ahead of you, and know exactly both your printer and the filament that you will be printing. Your driving bolt must absolutely reliable, your filament diameter must be really constant, your plastic and head must be absolutely clean, your Z level really tight et caetera. It asks for a lot.As for me I
 |
| 0.3mm nozzle, 0.18mm layers, printed with fresh 3mm trimmer line (!). Not that bad, but still imperfect surfaces: not worth the printing time for such an object. |
Now, as soon as I start using another filament, a lot of variables have to be tuned again, much more than with a "regular" nozzle (>=0.4mm). Printing wood for example was quite troublesome and it did not give me better results, most probably because of the larger wood grains, dirt and filament texture. And it leaves some dirt in my tinier nozzle that really must be wiped thoroughly afterwards.
Update: I have sorted out the "bad filaments" I could not print reliably, and I know better the hardware limits now. I definitey will consider the use 0.3 mm nozzle (and may be 0.2) when I need it, and when I know I can let the printer work on its own (which is now true at last!). As Kevin says in the comment, there are cases where the experienced detail levels are plain great: not only for artistic objects, but also for some precise/tricky pulleys or gears. But I am not sure it will be my everyday nozzle because it is really really slow, and it will not print crappy filament ;)
Interestingly, it opens another question however... What about very large nozzles? How fast/reliable can I print with a 1 mm nozzle for example? Would the heater block be powerful enough? This will be another story!
 |
| Nautilus Gears scaled down as much as 55%, not cleaned up. The 0.3 mm nozzle gives outstanding infills, hence better structural rigidity. There are two passes for the inner arms, and (almost) no holes, something I could not get get with my former nozzle. The overall seems a bit molten though I printed it at 212°: I should try lower still. |















