Driving the filament with hobbed / knurled bolts
 |
| My quite efficient hobbed bolt :) |
Now, molten plastic still does not flow easily through our tiny nozzles (~0.4mm), and the force to be applied is quite high. Pushing the filament manually gives a good idea, as one hand is barely enough. Since a nice value is about 15 to 20 Kg of traction, this is were problems start to arise given the small filament diameters used by 3D printers (3mm or even 1.75mm).
A hobbed bolt must provide a good grip on the filament and/or a high contact pressure to prevent the filament from slipping. Slipping is to be avoided because the quantity of extruded plastic is then less than expected: you get bad prints and it makes fine tuning impossible. Sure, the viscosity of the plastic could be lowered a bit by increasing the temperature but it has too many side effects to be worth a strategy (this "trick" is only used when printing very fast nowdays).
Existing hobbed bolts
The early days
Historically, hobbed bolts were made using regular M8 bolts which threads were modified. But they were both hard to make and not reliable. And they too often grind or strip the filament.
 |
| V1 ultimaker bolt. Using crisscrossed grooves reduces the filament twist due to the stock thread. |
 |
| The V2 ultimaker tapped bolt. Not on the bolt thread. Making it requires a tap, and is really not easy to get a nice result. |
Check this post for example for the early times when people tried many different ways to make their bolt. These all are tricky to make (I even broke some taps!), very hard to reproduce and they are not really efficient in the end in my opinion as they all tend to grind the filament. What's nice only is the ridiculous price of the stock screw, so it's fine to try many times!
And a lot of 3D-printed tools have been designed to help making regular teeth in the bolts, with more or less success. Of course, the best results are achieved by using a lathe, a tool which is not common in the average house.
 |
| Cutting teeth in the threads of a bolt with a dremmel tool (Elk on thingiverse). Having the filament roll on the thread will twist it though (a bad side effect). |
M8 hobbed bolts regularly grind the filament...
Actually, filament stripping/grinding occurs when the teeth are too small or too sharp.And it is worse than slipping since the filament may get damaged to the point that feeding will not restart on its own. See below how it got carved to the point that the hobbed bolt has not enough material left to resume the feed. You need to attend your printer and give it some manual help to get it restarted, which is just painful and time consuming.
 |
| Filament pieces ground to the point they won't resume - from Richrap (who found ball bearings in his filament!) |
Now, this is a bit contradictory. Too sharp/small/many teeth tend to grind the filament, while not enough will let it slip. Also, tapping the thread is quite difficult and it results in lots of spikes, that in turn make your hobbed bolt a file instead of a hobbed bolt...
Machined and modern hobbed bolts
Nowdays, the hobbed bolts are most always made with precision CNC machining. Only old timers or purists still makes their own... While resellers of 3D printer can at last sell reliable bolts, they are expensive and calibrated bolts does not necessarily mean that they are efficient...
 |
| The V3 machined bolt by Ultimaker: too small a diameter imho. I just did not want to upgrade to this. |
 |
| The MK6 machined bolt by Makerbot. I tried it for a while, but I did not realize it was so small: the teeth just did not provide the grip I expected from such a beautiful thing. |
The stainless steel MK6 bolt is expensive. I bought one for my filament feeder because I liked the bigger diameter. But I was disappointed because it just kept on slipping whenever the temperature was lowered. I had to crush the filament to have it grip PLA, but that was making it oval and less prone to slide in the bowden tube as a consequence (even though my bowden has a bigger diameter than the stock one). OK, it is better than grinding but it still was not reliable...
Other bolts do exist of course, that I never heard of really but that look good, such as the following two.
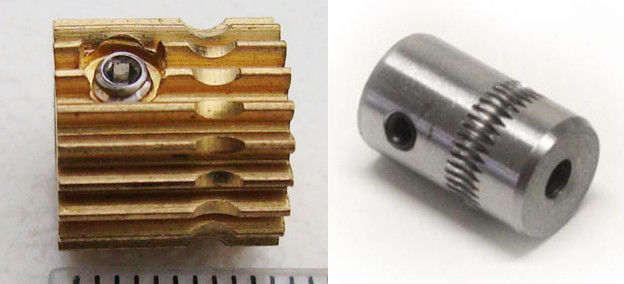 |
| The Raptor's brass spur gear (a bit aggressive but one very good way to go), and Camiel's hobbed shaft (mendel-parts) |
So what are some good properties for a hobbed bolt (imho)?
Some of the "modern" hobbed bolts shown above are probably very good, especially the gear-based ones. Before I even knew about these, I had built one of my own... and I still use it because it works flawlessly for me, though I tried different machined bolts since.
What we really ask for is an excellent grip but without damage made to the filament, else it will start grinding or will deform the filament up to the point that it will increase friction in the bowden tube (Ultimakers...).
Small diameters are bad
Because of this and in my opinion small diameters are bad. Period. Forget it. I mean, think about it twice: a small contact surface make your bolt teeth dig far in the filament like needles. And while rotating, long teeth will just rip the filament as they do not move linearly with the filament. If you lower the bolt pressure on the filament, you will not have a contact big enough to prevent slipping. Small diameters require narrow teeths, and these will end as filers.
In this regard, profezzorn probably made one of the most aggressive grip ever by using a dremmel bit! The idea is nice, but I never was able to find big diameter bits. This one is so small that the contact area is probably a fraction of a millimeter: if it ever starts to slip a little bit, then you'll probably cut the filament in two (hey, after all, it is sold as a "high speed cutter"!)
Small teeth are bad
Looking for a bigger diameter is something that talks to me : you get a bigger surface to grip the filament, so you don't need to dig into it and damage it too much. That was the reason I left the Ultimaker M8 diameters out and switched instead to the expensive MK6 bolt. But is failed imho... those shy teeth just let the filament slip whatever the pressure I apply! I sold it back to a friend with a 1.75mm filament-based rostock printer, and I reverted to my good own bolt.
I remeber also another extruder prototype (though I better like the name "feeder") that was featured razor blades! It probably had a killer grip, but I never heard about it outside of its web page. Actually, I even failed to find the link back with google (let me know if you find it!) It was made out of transparent plastic such as laser cut acrylic or so, and it had a very big diameter. Well, may be it was just cutting too much of the filament or the designers' fingers? ;)
I remeber also another extruder prototype (though I better like the name "feeder") that was featured razor blades! It probably had a killer grip, but I never heard about it outside of its web page. Actually, I even failed to find the link back with google (let me know if you find it!) It was made out of transparent plastic such as laser cut acrylic or so, and it had a very big diameter. Well, may be it was just cutting too much of the filament or the designers' fingers? ;)
Moon's bolt: the old way still makes sense!
M8 bolts still are convenient because they are not bulky and they match the ridiculously cheap 608ZZ bearings you get on ebay... Now, instead of using the thread, I realized I would get a bigger diameter by using the head! So here is my hobbed bolt :)
 |
| Made out of the head of an M8 screw: it looks "old school" but it has excellent grip and it just never grinds nor slips :) |
I have to agree that it's,well.. somehow ugly. But people stopped laughing at my french fablab when I achieved speeds of 350mm/s with not the slightest slipping nor grinding on my Ultimaker and my filament feeder! Hah. The one above is new (as I made it for this post), but the "old" one dragged its ways through kilograms of PLA in the last 6+ months with one or two issues may be, I can't remember.
I think it works quite well for three main reasons:
- a bigger diameter than the usual M8 hobbed bolts (still bigger would be better imho though)
- the radial groove does leave room for the filament (ie. it cannot be totaly ground!)
- the teeth are square, they get into the filament on a large surface. Only their edge is sharp.
 |
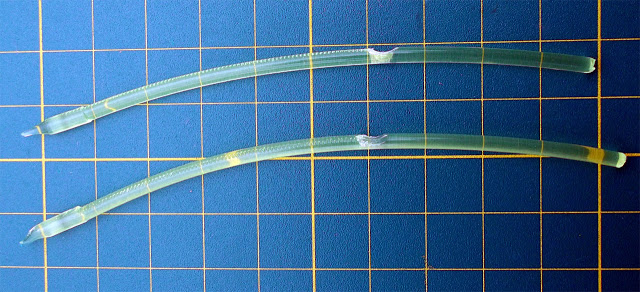
| Marks left by my hobbed bolt in 3mm wood filament. See how much material is left for the filament? The filament central part is never damaged even when excessive pressure is applied. |
Actually, I think it does not "cut" its teeth in the filament but just embosses them. They are big and leave enough material in between them to create a huge grip but without destroying the filament. I remember one more machined bolt with a big diameters, but I failed to find it back. I think it had smaller & inside teeth may be, but I think it would probably work better than the smaller radius. I also remember that it was expensive ;)
How to make my hobbbed bolt
 |
| Isn't this the cheapest lathe you can get? |
Here is my lathe... Hold it with two plastic clamps, one for laying the electric screwdriver or drill flat, and the other one to hold the trigger. Rotating the screw will make it easy to carve a regular groove with the dremmel-clone (below). Just use good quality cutting wheels else they'll disintegrate quickly...
I used a 50mm M8 hex head screw (50mm is the total length).
I used a 50mm M8 hex head screw (50mm is the total length).
 |
| The only "special" and required tool is a dremmel |
 |
| Carve the groove with the dremmel while the screw is spinning |
 |
| And get this in the end. Make it deep! |
 |
| Using a tightened nut to mark regular sectors of 60° (first 6 marks) |
 |
| Halving the sectors with the help of two locked nuts (next 6 marks) |
 |
| How to carve the teeth. Keep the dremmel flat on your table (ie. hold the tail flat with one hand, and adjust the wheel precisely on the marks with the other hand,) Start with only 6 deep teeth (just go slightly beyond the radial groove) On the left is a clamp on the screwed nuts, and on the right is a hex key to adjust the angle. |
 |
| A piece of folded paper under the hex key will prevent the bolt from rotating while you cut it! |
 |
| Done with the teeth. I did not make the second set of teeth as deep as the first 6 because my cutting wheel is a bit thick and I wanted to keep teeth thick enough so they will not bend with time. A dubious guess it that it also makes the bolt better. |
 |
| This is the kind of profile you should get. Sorry for the drawing, I did not find a quick way to make it completely regular in Inkscape. Well, it matches the reality here. |
The former Cura had a nice wizard to set this up, which resumes to this: unplug your hot end, ask for 100mm filament manually, measure precisely how much really was output, and apply the ratio on the existing steps/E. What I did then is to use Daid's Marlin builder to set them by default in the firmware.
If you do not recalibrate the value you will get a massive over-extrusion due to the bigger diameter of this bolt.
You probably will be interested in the feeder design that goes along.