Printing a mold and/or lost wax casting
Or how 3D printer also opens the way to semi-industrial homemade objects beyond artistic sculptures!Indeed, a 3D printer can be used indirectly, to print a mold of the object and not the object itself. The printed object is used as a "shape", and the final object is made of something else that could not be printed directly such as aluminum or silicone.
Molding is also useful to produce small batches of objects (even out of plastic), in a way which is much quicker than by 3D-printing them. 3D printers still are only rapid prototyping machines not ready for mass production.
 |
| Ron Thompson explains very nicely how he made his aluminum heating block for his gravity filament extruder: here is a two-part oil-bonded sand mold, rammed around 3D-printed orange plastic shapes. |
This section was initially part of my review of materials to 3D-print, since it was getting long and deserved its own review in my opinion.
Outer mold (print the mold) and injected molding at low-temperature
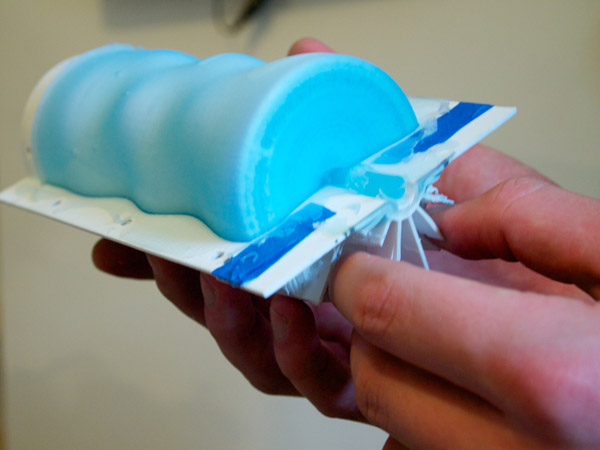
The most direct approach is to design and print a hell around the object. Usually the mold is made of two parts that get thighly assembled. The inside gap is then filled with a paste such as silicone which is cured. The molded object is then revealed by disassembling or breaking the mold.More than one object can be printed this way. But only a few material, including wax, silicone, or chocolate can be used, because the printed plastic mold itself will not tolerate high temperatures.
See for example this excellent tutorial for a flexible bottle, or this easier process for chocolate bars.
Now, "injection" usually means that pressure or vacuum must be used to force the paste in the mold, because of its viscosity and in order to release any trapped bubble. This is probably the trickiest part of the process, which adds to the design complexity of the "negative shape" in the first place.
 |
| William Kempton's brilliant silicone bottle, stitting in the bottom part of a two-piece printed mold |
Lost wax casting (metals)
Lost-wax casting is usually preferred to cast metallic objects such as aluminum. This technique becomes most useful to produce objects that are otherwise obviously impossible to print or extrude as filaments. Even when selected laser sintering printers become available to hobbyists, fusing iron powders requires a very powerful and extremely dangerous laser (for now, better leave this to experts!).The idea is to 3D print the final "positive" object (aka "investment"), then surround it with a fire-proof mold such as clay, silicone or oily sand. Once the outside mold is rammed, dried or cured, the embedded printed object is removed one way or another.
Either prepare a two-part outside mold as the header picture depicts, so you can remove and keep your object, or "simply" heat it and let it carfully flow out of the mold (actually, it is not so easy and a vacuum system may help a lot).
Anyhow, the freed space is then replaced by pouring a molten material into it and/or sucked from the bottom. Some may try to pour directly the final material to replace the embedded printed object, but it becomes very difficult to replace all the the plastic, some may be left encased in the final object according to the shape.
Actually, this chapter heading should be written "lost plastic casting", because any of our 3D plastic filament instead of the traditional wax. It is much easier to 3D print plastics than wax, so it will be our preferred material. By the way, printing it is easier than hand-shaping the mold as before.
Here again, the initial "positive" object can also be CAD-tweaked and printed again without less work than when handmade.
 |
| From printed plastic to cast aluminum, see the ultimaker blog post |
Single or reusable molds?
Whatever the molding technique, the mold must have events to let the initial object flow out (lost wax), and the final molten material poured in (which happens usually under pressure). Sometimes, holes must also be added to "dead ends" of the object, so that poured material leaves no unfilled corners.Finally, the outer mold can be made as two pieces (as pictured in William's bottle above) or as a disposable single embedding part (that will have to be destroyed to reveal the object: you will not be able to re-produce more molded objects in this case).
Some more examples
Some people scanned their own brain to make edible chocolate versions of it. Weird isn't it? But check the post as it makes the process very clear.Check again the sand-made mold technique used by Ron Thompson to cast an aluminum heating part of a filament extruder (using an oil-bonded sand named Kbond). His post features excellent pictures to show how he makes the object, and overall is a great source of inspiration for homemade casting.